| Google překladač: |

|

|
Exkluzivní partner sekce



Aktuality
- FalconEditor pro digitální dvojčata a simulace
- Siemens Process Simulate pro nýtování držáků okapů
- Představení veletrhu Formnext Chicago 2025
- OSTROJ využívá k prototypování virtuální realitu
- Seminář Advanced Engineering TECH DAY 2024
- ABB Robotika spouští celosvětovou soutěž pro startupy
- Nové možnosti kovového 3D tisku pro český průmysl
- Flexxbotics rozšiřuje kompatibilitu robotů s Hexagonem
CAD na www.SystemOnLine.cz
 3D tisk kovů je nová výzva a trend, ale především výrazná konkurenční výhoda
3D tisk kovů je nová výzva a trend, ale především výrazná konkurenční výhoda Novinka od Sony pro tvůrce 3D obsahu
Novinka od Sony pro tvůrce 3D obsahu 3D tisk bude nedílnou součástí budoucnosti obuvnictví
3D tisk bude nedílnou součástí budoucnosti obuvnictví Jak se bude vyvíjet 3D tisk v roce 2024
Jak se bude vyvíjet 3D tisk v roce 2024T+T Technika a trh
 Anemometry – co jsou, k čemu jsou určeny a jak jsou konstruovány
Anemometry – co jsou, k čemu jsou určeny a jak jsou konstruovány Skupina Mewa přebírá specialistu na čisté prostory Mikroclean
Skupina Mewa přebírá specialistu na čisté prostory Mikroclean Umělá inteligence a kyberbezbečnost
Umělá inteligence a kyberbezbečnost Jak CNC řezací plotr KIMLA našel uplatnění ve výrobě kabinv DFK CAB
Jak CNC řezací plotr KIMLA našel uplatnění ve výrobě kabinv DFK CAB RAVEO nově spolupracuje s Reggiana Riduttori
RAVEO nově spolupracuje s Reggiana RiduttoriStreamTech.tv
CAM systémy a hodnocení strategií obrábění |
| Úterý, 04 Leden 2011 08:56 | |
 Se zvyšujícími se požadavky na přesnost a výkonnost obrábění na CNC strojích je nutné neustále hledat nové metody pro zajištění splnění těchto požadavků. Jednou z důležitých technik ve výrobě je zhotovování tzv. free-form (volně tvarovaných) ploch nebo parametrických ploch, které se staly běžně využívanými s nástupem moderních CAD systémů. Dosažená rozměrová a geometrická přesnost těchto ploch hraje významnou úlohu při dosahování celkové kvality výrobků, protože často přímo souvisí s funkční výkonností výrobku. Se zvyšujícími se požadavky na přesnost a výkonnost obrábění na CNC strojích je nutné neustále hledat nové metody pro zajištění splnění těchto požadavků. Jednou z důležitých technik ve výrobě je zhotovování tzv. free-form (volně tvarovaných) ploch nebo parametrických ploch, které se staly běžně využívanými s nástupem moderních CAD systémů. Dosažená rozměrová a geometrická přesnost těchto ploch hraje významnou úlohu při dosahování celkové kvality výrobků, protože často přímo souvisí s funkční výkonností výrobku.
Strategie obráběníS nástupem CNC systémů řízení obráběcích strojů a rozmachem CAM systémů byly technologové postaveni před nový problém. Kromě běžných činností, jako je stanovení postupu obrábění, volba nástrojů a určování řezných podmínek, se museli začít zabývat i novou úlohou - volbou strategií obrábění. Pod tímto pojmem se skrývají předdefinované dráhy nástroje, optimalizované pro obrábění různých tvarových ploch tak, aby obrobek byl obroben co nejefektivněji. Navrhování a hodnocení drah řezání není jednoduchý proces, o čemž svědčí množství odborných článků a publikací, uveřejňovaných od vzniku prvních softwarů pro podporu tvorby NC programů do dnešních dob. Vytváření nových strategií, tedy generování a optimalizace nových způsobů přechodu nástroje po obráběné ploše, je víceoborovou oblastí, vyžadující znalosti z teorie obrábění, informatiky i matematiky. Důležitou oblastí je také hodnocení a porovnávání stávajících strategií, protože jejich správný výběr může např. významně snížit obráběcí časy i opotřebení nástroje redukcí délky pracovní dráhy nástroje, což se výrazně projeví na efektivnosti výroby. Běžné jsou strategie, optimalizující řezné podmínky za účelem dosažení konstantního zatížení nástroje, což přispívá k prodloužení jeho životnosti i ke zkvalitnění zhotovovaného povrchu.
Dráha nástroje při frézování je obvykle složena ze tří typů pohybů. Prvním je pracovní pohyb, při kterém dochází k samotnému řezání (odebírání materiálu ve formě třísky). Provádí se pracovním posuvem, jehož hodnota je závislá na použitém nástroji, obráběném materiálu a charakteru operace. Druhým typem jsou přesuny, při kterých se nástroj přemisťuje pracovním posuvem, ale bez řezání. Tento případ nastává při náběhu a výběhu nástroje, při překonávání drážek příčně ke směru řezání a pod. Třetím typem je pohyb prováděný nejčastěji rychloposuvem za účelem rychlého přemístění nástroje. Často je tento pohyb spojen se zdvihem do retrakční roviny a opětovným spuštěním do pracovní výšky. Existuje spousta přístupů k optimalizaci drah řezání a tím i ke zkracování obráběcích časů. Jeden z přístupů je zaměřen na minimalizaci přesunů nástroje bez obrábění a omezení počtu zdvihů nástroje do retrakční roviny. Využívá se např. rozdělení tvarové části obrobku na podoblasti (regiony), které jsou obráběny odděleně. Úplné vyloučení převodů bez obrábění ale není možné, jde opravdu jen o minimalizaci těchto pohybů. Strategie, dostupné v CAM systémech, lze rozdělit na hrubovací a dokončovací. Hrubovací strategie jsou primárně určeny k úběru co největšího objemu materiálu v co nejkratším čase. Dokončovací strategie jsou voleny podle tvarové charakteristiky obráběné součásti. Často využívané jsou strategie řádkování nebo konstantním Z krokem. Pro kombinované a přechodové tvary (kouty, rohy, zaoblené přechody a pod.) jsou k dispozici speciální strategie přizpůsobující dráhy nástrojů charakteru daného tvaru.
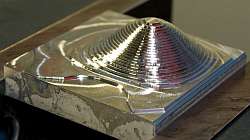
Porovnání strategiíNa porovnání strategií obrábění, dostupných v jednom z CAM systémů, byla zaměřena dále popisovaná činnost, realizovaná na univerzitním pracovišti, zaměřeném na CNC výrobní techniku. Porovnání se realizovala na vzorku s volně vymodelovanou tvarovou plochou. Obráběným materiálem byl dural, rozměry polotovaru 47x47x20 mm. Využily se strategie dostupné pro frézování v systému SolidCAM 2009, který byl integrován do prostředí CAD systému SolidWorks. Vzorky se zhotovovaly jednou hrubovací a jednou dokončovací operací. Způsob hrubování byl společný pro všechny vyrobené vzorky kvůli zajištění stejných výchozích podmínek pro srovnávané dokončovací strategie. Pro hrubování byla určena čelní válcová fréza ø 18 mm, pro dokončování kopírovací fréza ø10 mm. Řezné podmínky byly zvoleny tak, aby zohledňovaly druh obráběného materiálu a technické parametry dostupné 3osé CNC frézky. V nastaveních všech dokončovacích strategií byly zadána požadovaná drsnost povrchu 0,8 μm. Jak hrubovací se využila strategie cik-cak, využívající sestavu horizontálně uspořádaných vrstev, jejichž výška je definována zadanou hloubkou řezu. V každé vrstvě se nástroj pohybuje po lineárních drahách až ke kontuře tvaru v dané vrstvě, kterou obchází s definovanou hodnotou přídavku. Tento způsob je vhodný pro zhotovení základních tvarů tvarových ploch čelní válcovou frézou. Hodnota přídavku pro následující dokončení byla stanovena na 0,5 mm. Stav vzorků po hrubování je na obr. 1.
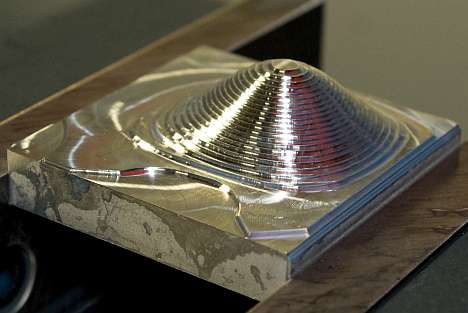
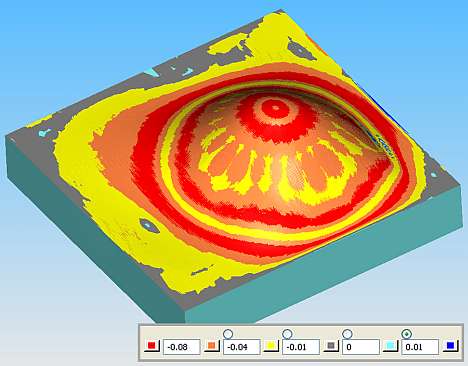
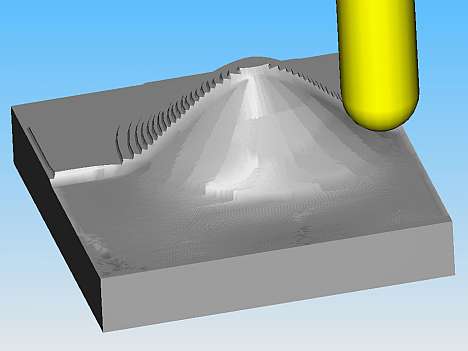
Dokončování bylo realizováno třemi strategiemi. První z nich byla strategie známá jako Z-úrovně obrábění nebo konturování v paralelních rovinách. V použitém CAM systému je pod názvem konstantní Z. Principem strategie je rozdělení přídavku na několik horizontálních vrstev a materiál je odstraňován v každé vrstvě za použití 2D řezných drah (v rovině X-Y aktuálního souřadnicového systému). Také druhá použitá strategie řádkování generuje dráhy nástroje v paralelních 2D rovinách, ale orientovaných svisle (rovina X-Z nebo Y-Z aktuálního souřadnicového systému). Stav povrchu vzorku po provedené simulaci je na obr. 2. Barevnými poli jsou zobrazeny nedořezané popř. podřezané části povrchu, velikosti odchylek je možno odečíst ze stupnice. U třetí strategie spirála je dráha nástroje vytvořena promítnutím rovinné spirály na povrch modelu. Střed spirály může být definován uživatelem. Výsledkem je 3D dráha nástroje, což vyvolává zvýšené nároky na řídící systém stroje, který musí zajistit současné řízení polohy nástroje ve třech osách. Při všech použitých strategiích analýzy vykazovaly přibližně stejné zastoupení nedořezaných a podřezaných míst. Na zhotovených vzorcích byla měřena drsnost povrchu, porovnával se čas vypočtený simulací s časem reálného obrábění a vizuálně se porovnával vzhled zhotoveného povrchu vzorku s povrchem, prezentovaným simulací. Naměřené hodnoty drsnosti se pohybovaly v rozmezí 1,4 - 1,9 násobku nadefinované hodnoty drsnosti povrchu, nejlepšího přiblížení se dosáhlo u strategie spirála. Také reálné časy výroby vzorků byly delší, než časy dané simulací. Zde ale vstupuje do úvahy řada faktorů, které mohly tuto skutečnost ovlivnit, např. kvalita postprocesorů, výkonnost hardwarové části řídícího systému stroje a pod. Z porovnání simulovaného a reálně zhotoveného povrchu se nejlepší shody dosáhlo při strategii řádkování. Jako nevyhovující se ukázala strategie konstantní Z, při níž vzorek vykazoval výrazné nerovnosti v rohových částech, což nebylo simulací zobrazeno. Tato strategie je ale přednostně určena pro strmé plochy a není tedy velmi vhodná pro zvolený tvar vzorku. Pro strategii řádkování je na obr. 3 a obr. 4 porovnání simulace a výroby, na obr. 5 je plocha vzorku, zhotovená touto strategií.
ZávěrKvalita vyrobených dílů je hodnocena přísnými kritérii pro rozměrovou a geometrickou přesnost i kvalitu opracovaných povrchu. Přesné obrábění má proto klíčový význam pro moderní výrobu a CNC obráběcí stroje hrají v tomto procesu důležitou úlohu. Při tvorbě NC programů, určených pro zhotovování složitých tvarových ploch, jsou nezastupitelné CAM systémy. Kromě vytvoření prostředí pro tvorbu NC programu poskytují uživateli informace, které umožňují optimalizovat a dolaďovat NC program během jeho vytváření a nikoli až v průběhu samotného obrábění. Umožňují tedy aktivně zlepšovat kvalitu výroby s ohledem na geometrické aspekty vyráběné součástky a ne jen pasivně upravovat parametry v dílně, čímž se zvyšuje účinnost procesu výroby.
Hodnocení strategií obrábění, znalost jejich možností a omezení vytváří předpoklady pro jejich správné využití, což vede ke zrychlení vytváření NC programů i k omezení výskytů chyb a potřeb pozdějšího dolaďování vytvořených programů. Navzdory rozsáhlým možnostem současných CAM systémů je tu ale prostor pro další vývoj, např. při návrhu nových strategií nebo při zlepšování simulací a zvyšování jejich reálnosti. Článek vznikl s podporou VEGA v rámci řešení grantové úlohy 1/0401/08 „Metody 3D modelování s uvažováním využití virtuálních simulačních CA – technologii". Literatura
Mohlo by vás zajímat:
|