| Google překladač: |

|

|
Partneři Projektu CAD





Využití rapid prototyping technologií |
 V posledních letech dochází k velkému rozvoji technologií Rapid Prototyping (RP). Tím dochází ke zlevňování služeb této oblasti výroby a zvyšuje se tak jejich dostupnost i pro střední a malé firmy zaměřené na vývoj, konstrukci a výrobu různých produktů. Jedná se o technologie, které jsou přímo ideální do dnešní uspěchané doby, neboť stavba modelů s využitím těchto technologií je otázkou jen několika hodin. V tomto článku se zaměříme na tři nejrozšířenější a nejpoužívanější RP technologie. Jedná se Stereolitografii, 3D tisk a Selective Laser Sintering (SLS).
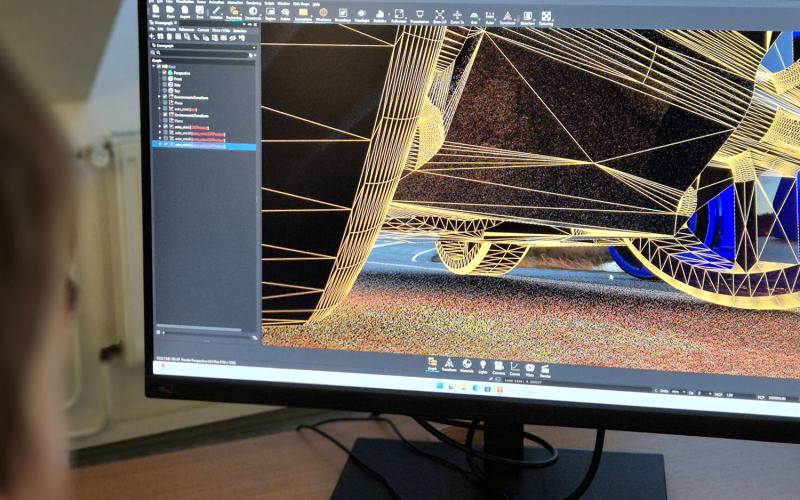
Principem všech RP technologií je rozřezání 3D dat na rovinné vrstvy. Vrstvy mají konstantní tloušťku a jejich tloušťka je důležitým faktorem ovlivňujícím přesnost prototypu a vykreslení detailů. Pro tyto účely se převádějí data do speciálního datového formátu s označením STL. Modely jsou v tomto formátu tvořeny sítí rovinných trojúhelníků, které obalují původní datový model s požadovanou přesností. Přesnost lze upravovat v závislosti na velikosti a složitosti modelu. U menších a složitějších modelů se využívá maximálního nastavení (odchylka trojúhelníkové obálky od původního tvaru v řádu tisícin milimetrů), u větších modelů může být nastavena odchylka v řádu desetin milimetrů. Nastavení přesnosti obálky ovlivňuje hlavně velikost výsledného datového souboru – počet trojúhelníků – a tedy možnosti práce s ním. V posledních letech dochází k velkému rozvoji technologií Rapid Prototyping (RP). Tím dochází ke zlevňování služeb této oblasti výroby a zvyšuje se tak jejich dostupnost i pro střední a malé firmy zaměřené na vývoj, konstrukci a výrobu různých produktů. Jedná se o technologie, které jsou přímo ideální do dnešní uspěchané doby, neboť stavba modelů s využitím těchto technologií je otázkou jen několika hodin. V tomto článku se zaměříme na tři nejrozšířenější a nejpoužívanější RP technologie. Jedná se Stereolitografii, 3D tisk a Selective Laser Sintering (SLS).
Principem všech RP technologií je rozřezání 3D dat na rovinné vrstvy. Vrstvy mají konstantní tloušťku a jejich tloušťka je důležitým faktorem ovlivňujícím přesnost prototypu a vykreslení detailů. Pro tyto účely se převádějí data do speciálního datového formátu s označením STL. Modely jsou v tomto formátu tvořeny sítí rovinných trojúhelníků, které obalují původní datový model s požadovanou přesností. Přesnost lze upravovat v závislosti na velikosti a složitosti modelu. U menších a složitějších modelů se využívá maximálního nastavení (odchylka trojúhelníkové obálky od původního tvaru v řádu tisícin milimetrů), u větších modelů může být nastavena odchylka v řádu desetin milimetrů. Nastavení přesnosti obálky ovlivňuje hlavně velikost výsledného datového souboru – počet trojúhelníků – a tedy možnosti práce s ním.
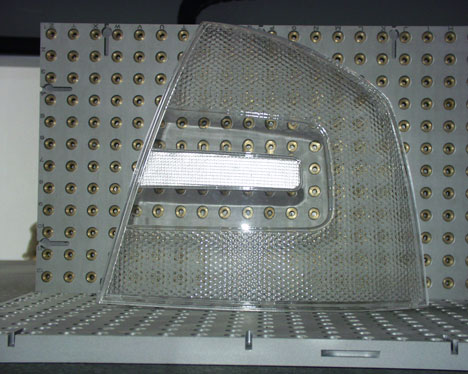
Každá z uvedených tří technologií má jiné přednosti a tak jistě neuškodí jejich stručný popis a vzájemné porovnání. StereolitografieTato technologie je založená na vytvrzování epoxidové nebo akrylátové pryskyřice – fotopolymeru – laserovým paprskem pracujícím v UV rozsahu. Stereolitograf (tak se nazývá zařízení, kde se metoda používá) se skládá ze tří hlavních částí – z pracovní komory, řídící jednotky a opticko-laserového systému. Řídící jednotka obsahuje počítač, který ovládá celý stroj od ustavení nejlepší polohy modelu na platformě, nastavení parametru laseru až po samotnou stavbu. Opticko- laserový systém se skládá z laseru, čoček a soustavy zrcátek pro nasměrování laserového paprsku. V pracovní komoře stroje je umístěna nádoba s tekutou pryskyřicí, ve které se pohybuje v ose Z platforma a nůž zajišťující konstantní tloušťku vrstvy. Tloušťka vrstvy je jedním z důležitých parametrů při výběru RP technologie pro zhotovení modelu. U této metody se pohybuje v rozmezí 0,5–1,5 mm. Po vykreslení a vytvrzení vrstvy laserovým paprskem dojde k poklesu platformy, srovnání hladiny nožem a následně ke zhotovení další vrstvy. Tento proces se opakuje do té doby, než je pomocí těchto rovinných vrstev postaven celý model. Po ukončení stavby se model umyje od nevytvrzené pryskyřice, odstraní se podpory, na kterých byl fixován k platformě, a dá se vytvrdit do UV komory. Výhodou oproti SLS modelům je větší přesnost (±0,2–0,3 mm / 100 mm) a snazší opracování modelů. V současné době je na trhu celá řada různých materiálů pro stereolitografii, které vyhoví mnoha požadavkům pro zástavby, průhledné modely, ale také pro modely simulující standardní plasty, jako je ABS či PP. Nevýhodou je, že každý z těchto materiálů musí vyplnit celý zásobník stroje – a to samozřejmě značně prodražuje výrobu. 3D tiskDá se říci, že se jedná o nejnovější a nejpřesnější z technologií Rapid Prototyping. Pracuje na principu inkoustových tiskáren a skládá se z několika hlavních částí. Nejdůležitější částí je tisková hlava. Její zpracování se liší podle výrobce zařízení. Např. izraelská firma Objet vyrábí tiskové hlavy s 8 tryskovými tělesy, každá pak má 96 mikroskopických trysek. – Čtyři tělesa dodávají na kovovou platformu stavební materiál a zbylá 4 tělesa podporový materiál, který je velmi snadno odstranitelný z finálního modelu proudem vody. Všechny trysky jsou synchronizovány tak, aby na platformu dodávaly stejné množství materiálu. Materiálem jsou opět akrylátové pryskyřice – fotopolymery, které se vytvrzují UV zářením. Proto je hned za tryskami umístěna UV lampa, která vytvrzuje právě nanesenou vrstvu a nemůže tak docházet k deformacím při chladnutí jako u SLS modelů. Materiál je nanášen podle nařezaných vrstev na kovovou platformu, postupné nanášení vrstev je umožněno mechanickým posuvem platformy nahoru a dolů. Veškeré pohyby platformy a hlavy má na starosti řídící systém. Materiál je dodáván v náplních obdobných jako u klasických tiskáren, jen s větším objemem. U větších tiskáren jsou zásobníky na 2 náplně stavebního a 2 náplně podporového materiálu, což umožňuje nepřetržitou stavbu po dobu až 72 hodin. Jedinečnost této technologie je založena na malé tloušťce jednotlivých vrstev v porovnání s dalšími dvěma popisovanými technologiemi – a opět se liší podle výrobce tiskárny. U tiskáren firmy Objet je akrylátová pryskyřice na platformu nanášena ve vrstvě 0,016 mm a v rastru 600 dpi. To umožňuje dosáhnout přesnosti modelů ±0,1 mm v ose Z a ±0,1–0,15 mm v osách X a Y. Malá tloušťka vrstvy dovolí dosáhnout vysoce kvalitního povrchu modelů bez dodatečného dokončování s vykreslením jemných detailů.
Firma Objet nabízí do svých tiskáren celou řadu fotopolymerů, které dovolují vyrobit modely s minimální tloušťkou stěny až 0,8 mm. Na výběr je v současné době 6 různých materiálů včetně 2 simulujících pryž. Pro všechny druhy materiálů lze použít jeden druh podporového materiálu. Nejčastěji používaným materiálem u těchto tiskáren je FullCure 720, který je vhodný pro stavbu přesných výrobků s vysokou kvalitou povrchu. U tenkostěnných dílů je částečně transparentní. Tento materiál je ideální pro dodatečné zaformování. Další materiály jsou z řady Vero – jedná se o probarvené neprůhledné materiály s lepšími mechanickými vlastnostmi. Na výběr je modrá, černá a bílá barva. Další možností jsou materiály řady Tango. Tyto materiály jsou výjimečné svojí pružností – simulují pryžové výrobky. Jejich nevýhodou je vyšší pořizovací cena oproti ostatním materiálům a nutnost úpravy výrobního zařízení. Obecně lze říci, že modely z uvedených materiálů mají větší pevnost, jsou tedy vhodné i pro zástavbové zkoušky a podobně. Nevýhodou těchto materiálů je jejich nízká teplotní odolnost do 50 °C. Jestliže jsou modely vystaveny vyšší teplotě, může docházet k jejich deformaci. V létě tohoto roku přijdou na trh nové materiály z řady Vero a Vero Clear – revoluční materiál pro tiskárny. Jedná se o první čirý materiál aplikovatelný přímo při stavbě modelů. Materiál jistě najde široké uplatnění v mnoha odvětvích průmyslu, jako třeba v automobilovém a spotřebním, ale i ve zdravotnictví, v designu a dalších. Dalším z nových materiálů firmy Objet je Vero White Plus – všestranný univerzální materiál vhodný pro přímou zástavbu modelů. Poslední nastupující novinkou této firmy je materiál ABS-like, tzv. digitální materiál. Oproti ostatním řadám FullCure, Vero a Tango má ABS-like jednu nespornou výhodu, a to teplotní odolnost až 90 °C. Selective Laser Sintering (SLS)Tato technologie je založená na laserovém slinování jemného prášku po jednotlivých vrstvách o tloušťce 0,1–0,2 mm. Platforma se u této technologie v pracovní komoře pohybuje stejně jako u ostatních metod popisovaných v tomto článku. Materiálem však není tekutá hmota, ale jemný prach. Nedochází u něj k polymeraci, ale spojování jednotlivých částeček prachu probíhá slinováním vyvolaným výkonným CO2 laserem. Nanášení materiálu i rovnání jednotlivých vrstev a zaručení konstantní tloušťky vrstvy v tomto případě zajišťuje posuvný nůž. Pracovní komora stroje je uzavřena a naplněna dusíkem, který zajišťuje ochrannou atmosféru pro správný průběh slinování. Stavěné modely nejsou k platformě fixovány podporami jako u stereolitografických modelů. Modely jsou pevně ustaveny v prášku, který je obklopuje. Po ukončení stavby je však nutné model s okolním práškem nechat vychladnout, což však především u větších modelů může být proces trvající několik hodin. Tepelná vodivost těchto materiálů je totiž velmi nízká. Díky použití práškového materiálu a větší tloušťce vrstvy je tato technologie nevhodná pro vykreslení malých detailů a také přesnost výrobků ±0,3–0,4 mm / 100 mm je u porovnávaných technologií nejhorší. Výhodou této technologie je větší pevnost modelů a nižší cena, z které vyplývá zejména vhodnost této technologie pro stavbu větších a jednodušších modelů bez větších nároků na přesnost. Modely lze stavět z čistého polyamidového prášku, polyamidu plněného 30 % skla, nebo polystyrénu. K dispozici jsou však také kovové prášky pro přímé (např. kovové prototypy) či nepřímé aplikace (např. vložky vstřikovacích forem). Technologie se také používá pro přímé zhotovení skořepin pro gravitační lití. V tomto případě je materiálem jemný křemičitý písek se speciálním pojivem v práškovém stavu.
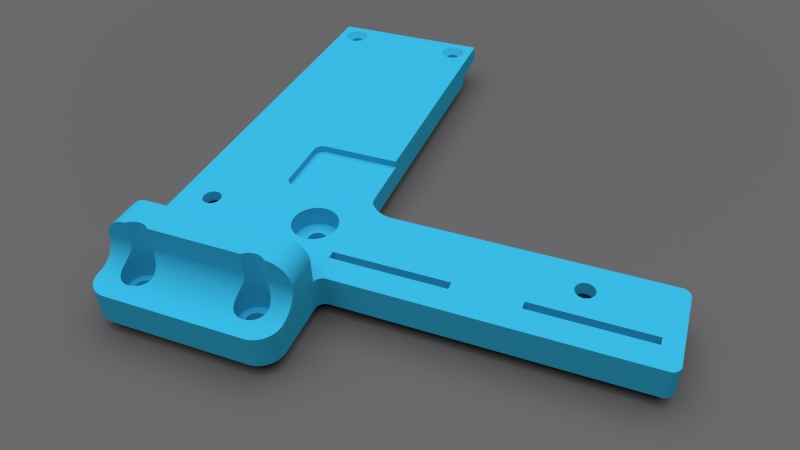
Použití modelůModely všech těchto RP technologií mohou zákazníkovi sloužit bez dalších úprav v surovém stavu např. pro designérské posouzení, reklamní nebo marketingové účely na různých výstavách a veletrzích, pro funkční zkoušky a ověření smontovatelnosti sestav. Dále se modely dají brousit, lakovat i pokovit. Velikost stavěného modelu je omezena velikostí platformy. Nejedná se však o zcela limitující faktor, neboť modely u všech zmiňovaných technologií se mohou stavět dělené a následně se dají slepit. Složitější modely se z důvodu zachování přesnosti slepují v obráběných přípravcích. Tímto způsobem lze vyrobit i několikanásobně větší modely, než jsou platformy jednotlivých strojů. Stále častěji se však tyto prototypy používají jako master modely pro zaformování do silikonových forem pro výrobu polyuretanových nebo voskových odlitků. Díky polyuretanovým odlitkům zákazníci dostanou ve velmi krátké době 2–3 týdnů výrobky s podobnými vlastnosti jako sériové termoplasty (ABS, POM, PA), čiré nebo probarvené odlitky včetně jemných detailů a pryžové odlitky s tvrdostí od 25 do 90 Shore A). Mohou tak velmi rychle prezentovat své výrobky, případně odhalit nedostatky ještě před výrobou nákladné vstřikovací formy. Výhodou pružných forem je možnost jejich rozřezání na jednotlivé segmenty, což umožňuje snadné odlití i tvarově složitých dílů. Životnost forem je kolem 30 odlitků v závislosti na složitosti dílu a použitém materiálu. U čirých nebo agresívních polyuretanů je životnost formy nižší. Master model se dá však mnohdy opakovaně použít pro výrobu několika forem. Silikonové formy umožňují také zalití dalších komponentů a výrobu 2- i vícekomponentních odlitků (plast + pryž), do odlévaných dílů lze vložit a zalít tak například závitové vložky či přesná pouzdra a podobně. Stejně jako modely, tak i PU odlitky se dají lakovat, leštit a pokovit. V začátcích RP technologií byla cena modelů tak vysoká, že ji byly schopny akceptovat ve většině případů pouze firmy napojené na automobilový průmysl. S vývojem těchto technologií a snižováním výrobních nákladů jsou tyto technologie využitelné i v jiných oborech. Běžně se RP technologie využívají v elektrotechnice, neboť dochází k neustálé minimalizaci součástek a není tak mnoho jiných možností, jak prototypy s důrazem na přesnost a minimální tloušťku stěn vyrobit. Dalším odvětvím je letecký průmysl, kde se dají prototypy využít např. u výroby simulátorů. Ve spotřebním průmyslu již také našly tyto technologie využití při vývoji nových výrobků a slévárny využívají modely nebo odlitky pro přesné lití metodou vytavitelného vosku. Řadu let se tyto technologie uplatňují také ve zdravotnictví. Je důležité, že v posledních letech se začaly používat i v České republice. Firma 3D Tech, která poskytuje svým zákazníkům služby ve všech výše zmíněných oblastech, dodávala chirurgům modely, které jim značně pomohly při složitých operacích čelistí a zubů několika pacientů.
Ve zdravotnictví je obecně velký potenciál RP technologií. Modely se dají využít dvěma způsoby. Jedním způsobem je zhotovení master modelu pro výrobu prototypové formy a následné odlití voskových odlitků. Tyto odlitky slouží slévárnám jako modely pro přesné lití a zhotovení implantátů, například kolenních kloubů. Druhým způsobem je využití modelů u složitých operací, jak bylo zmíněno. V minulých letech byly uskutečněny složité stomatologické operace s pomocí probarvených modelů z 3D tiskárny. Vzhledem k možnému převedení CT dat do klasického 3D formátu lze vyhotovit přesný model včetně vyobrazení tvaru a tloušťky kostí, ale i cév, nervů a kořenů zubů. Ve firmě 3D Tech byla vypracována metoda, která probarvením zvýrazní uvedené – pro operatéra důležité – detaily. V hojné míře jsou tyto modely používány u stomatologických operací zejména v USA, ale i v České republice je několik firem zabývajících se touto problematikou. Do budoucna lze předpokládat využití RP technologií také u operací nádorových onemocnění. Další alternativou, jak rychle zhotovit prototyp, je CNC obrábění. Dříve obráběcí centra sloužila převážně k výrobě forem a nářadí. Nyní jsou využívána ve stále větší míře k výrobě modelů z oceli, hliníku, polyuretanových a epoxidových desek – tzv. „umělých dřev", plexiskla a plastů. Tato technologie je vhodná zejména pro výrobu větších prototypů. Na 3osých a hlavně 5osých obráběcích centrech lze vyrobit i složitější tvary a vzhledem k přesnosti obrábění není problém zhotovit ucelené sestavy prototypů. Tímto způsobem jsou například vyráběny z umělého dřeva, hliníku a plexiskla prototypy automobilů pro předváděcí účely, nebo modely sloužící jako referenční kontrolní makety. Tyto modely lze brousit, lakovat a pokovovat, takže výsledný prototyp je k nerozeznání od sériového dílu. Výhodou obrábění z umělého dřeva je kromě dobré obrobitelnosti těchto materiálů i možnost zvolit materiál dle požadavků zákazníka. Kromě běžných umělých dřev lišících se různou hustotou je možné vyrobit prototyp či nástroj např. z materiálu plněného hliníkem. Zmíněná pražská firma 3D Tech kromě uvedených aplikací také ze speciálního materiálu vyrábí slévárenské modely, laminovací formy a lisovací nástroje. Obráběné modely lze použít také k výrobě silikonových forem nebo slouží k zhotovení výrobního zařízení např. pro sanitární výrobky. Dlouholeté uplatnění nacházejí obráběné modely také ve slévárnách při výrobě prototypových modelových zařízení a jaderníků nebo v leteckém průmyslu, kde jsou např. zmenšené kopie letadel, případně jejich části zkoušeny v aerodynamickém tunelu. Jelikož se vývoj RP technologií a CNC obrábění nezastavil ani při nedávné hospodářské krizi, lze předpokládat další posun v tomto velice zajímavém odvětví již v příštích letech.
Mohlo by vás zajímat:
|