| Google překladač: |

|

|
Partneři Projektu CAD





Rapid Prototyping a použití ve výrobě |
| Autor článku: Michal Vrbický | |
|
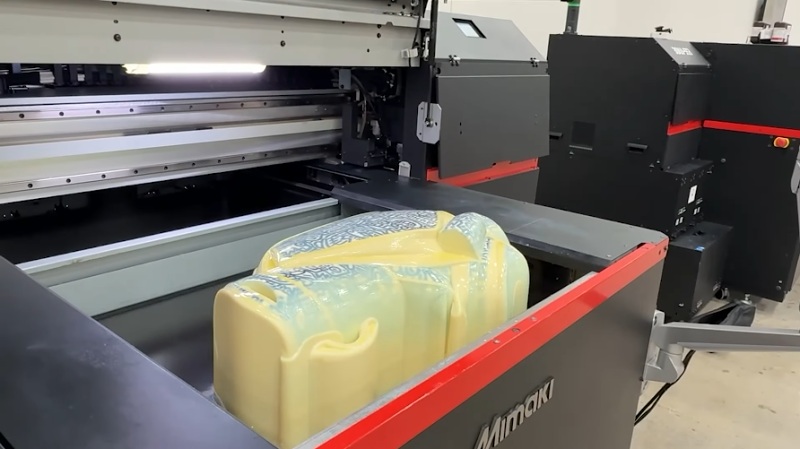
Rapid Prototyping je technologie rychlé výroby dílu za pomoci trojrozměrných dat – CAD a příslušných strojů – CAM. Hlavní výhody této technologie jsou rychlost, cena a přesnost. Díky druhům Rapid Prototypingu, které si popíšeme dále, je realizace výrobku velice rychlá, levná, ale stále přesná a věrná výslednému produktu, ve srovnání s nástroji pro sériovou výrobu. Hlavní rozdělení Rapid Prototypingu je na substraktivní druh a aditivní druh. Substraktivní, jak už název napovídá, je technologie založená na principu odebírání materiálu. Sem patří zejména CNC obrábění. Ve spojení s velkým množstvím materiálů, které jsou na trhu k dispozici, je obrábění velice přesným a stále dostupnějším způsobem realizování prototypů a jejich součástí. V automobilovém průmyslu se velmi často využívá frézování na realizaci konceptů, exteriérových i interiérových částí, pro vzhledové i funkční posouzení. Tyto díly se vyrábějí z polyuretanových blokových materiálů, v případě větších dílů lepených k sobě. Používají se také nanášené pasty, které se nanesou na nosnou konstrukci, poté se obrobí do požadovaného tvaru. Nejčastěji aplikováno při realizace celého vozu.
Zůstaneme-li u automobilového průmyslu, další velice využívaný materiál je polymethylmetakrylát, zkráceně PMMA, lidově známý jako plexisklo. Z toho materiálu, resp. z jeho bloků se frézováním vyrábějí funkční díly světlometů. Krycí skla, světlovodiče, čočky a další optické prvky se následně dokončí a vyleští tak, aby se při zabudování do světlometu daly sledovat světelné vlastnosti světla procházejícího skrz tyto prvky. Další velice využívaný materiál, který už je totožný se sériovým, jsou slitiny hliníku. Tady je použití opravdu široké, od nosných a pevnostních součástí, přes optické prvky s odrazovými plochami, až po dekorativní prvky. Tyto slitiny se dají po obrábění opět dokončit a vyleštit do bezvadného stavu, což je v případě optických a dekorativních dílů velmi důležité. Velké využití má výroba prototypových vstřikolisových forem.
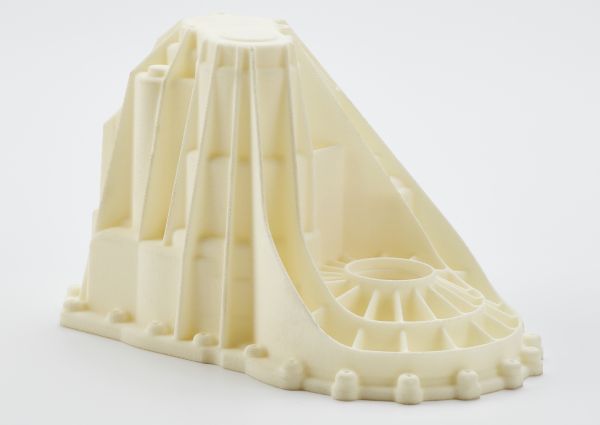
Výhodou substraktivní technologie je určitě široká nabídka materiálů a její přesnost při zachování rychlosti výroby. Dále možnost vyrábět veliké díly či celé vozy, pevnostní a namáhané výrobky v celku. Aditivní druh technologie Rapid Prototyping zahrnuje výrobu pomocí přidávání materiálu. Toto odvětví zažilo v posledních letech obrovský nárůst a vzhledem k vývoji lze očekávat, že tento trend minimálně zůstane, spíše ještě poroste. Proč tomu tak je? Odpovědí je tlak firem na zjednodušení a zlevnění výroby a vývoje. Tento tlak způsobil velkou koncentraci na vývoj prototypových aditivních strojů, které se čím dál více využívají i v sériových výrobách. Základním principem těchto strojů je nějakým způsobem vrstvení materiálu, čímž vzniká požadovaný výrobek, podrobněji si vysvětlíme u konkrétních druhů strojů. Pro tyto stroje se ve většině případů používají 3D data ve formátu .stl, či modifikace tohoto formátu. Model je v tomto formátu převeden na trojúhelníky, které jasně definují tvary modelu. Hlavním parametrem při převodu na tento formát je hrubost převodu. Čím hrubší je převod, tím méně trojúhelníků se vytvoří a tím hrubší je pak výsledný výrobek. Hrubost převodu se posuzuje podle funkce finálního výrobku. Chceme-li jen vyzkoušet funkčnost, nebo rychle zkontrolovat reálný vzhled, stačí hrubý model. Pokud chceme výsledný díl prezentovat či ho použít jako model pro zaformování, jak si popíšeme dále, je lepší mít jemnější model. U stroje samotného je pak velice důležitým parametrem tloušťka vrstvy, se kterou stroj staví. Čím je vrstva menší, tím jemnější díl bude. Vrstvy si vytvoří software stroje před spuštěním výroby dílu. Dále rozhoduje velikost stavebního prostoru – platformy, rychlost a požadované výsledky (přesnost, vzhled, materiál). Rozdělení aditivních strojů je dle způsobu fungování a použitých materiálů. SLA – stereolithography aparatusSLA je úplně první technologie, která ve své podstatě otevřela aditivní část Rapid Prototypingu. Cílem při vytváření této technologie byla potřeba konstruktérů na vytvoření prototypů v efektivním časovém rámci. SLA se poprvé začalo objevovat v roce 1970, ale termín „stereolitography“ byl důležitý v roce 1986, kdy byla tato metoda patentována Chuckem Hullem, zakladatelem první společnosti pro 3D tisk – 3D Systems. Základem tohoto zařízení je nádoba naplněná tekutým fotosenzitivním polymerem. Těsně pod hladinou je umístěna platforma, na které vzniká díl. Prostor mezi hladinou a platformou nám určuje tloušťku vrstvy, u této technologie standardně 0,05–0,15 mm. Ve vrchní části celého zařízení je umístěn UV laser, který osvítí postupně celou jednu vrstvu. Ve chvíli osvícení hladiny fotopolymer ztuhne, vytvrdí se. Tím vznikne pevná struktura vrstvy. Pohyb laseru po hladině je zajištěn elektricky ovládanými zrcátky. Po vytvrzení vrstvy hladinu přejede speciální pravítko, které zruší povrchové napětí a zkalibruje vrstvu. Poté platforma sjede níž o tloušťku vrstvy a celý proces se opakuje. V místech, kde se díl nedotýká platformy, zejména v pozdějších fázích stavby, jsou automaticky vytvořeny dočasné podpory, které se poté mechanicky odstraní. Po dokončení stavby se model umisťuje do UV komory, aby více vytvrdl. Tím je celý proces hotový a výrobek je připravený na další použití.
3DP – 3D PrintingTato zařízení jsou poměrně nová, oproti předchozímu a z oblasti Rapid Prototypingu jsou asi nejznámější v širší veřejnosti. V této oblasti je dnes zařazeno velké množství různých strojů. Nejblíže SLA je 3D tiskárna využívající stejný druh materiálu, tedy fotopolymer. Základem je tiskové zařízení, které se pohybuje v ose X a Y. To obsahuje dva druhy tiskových hlav – stavební a podporovou. Počet těchto hlav se liší podle typu stroje. Každá z těchto hlav obsahuje miniaturní otvory ovládané piezoelektrickými krystaly, které zajišťují přesný průtok kapalného fotopolymeru. Součástí tiskového zařízení je jedna, či více silných UV lamp a kalibrační váleček. Princip fungování je velice podobný klasické tiskárně. Tiskové zařízení přejíždí před platformu, v místě, kde je vrstva výrobku, tisková hlava vstříkne materiál na platformu a přejetím UV lamp materiál okamžitě ztuhne. Kalibrační váleček zkalibruje tloušťku vrstvy a platforma sjede níže. Tímto způsobem se na sebe vrstvy staví. I zde je potřeba řešit tvary, kdy se díl nedotýká platformy. K tomu zde slouží podporový materiál, který je stejným principem jako stavební vrstven na platformu. Po dokončení stavby se model omyje tlakovou vodou a je připraven k dalšímu zpracování. Do této kategorie patři různé variace barev a materiálů (čiré, gumové, atd.). FDM – Fused deposit modelingTyto stroje jsou hodně rozšířené a oblíbené. Svojí přesností a jemností nedosahují takové kvality jako SLA nebo fotopolymerové 3D tiskárny. Jsou ale opravdu rychlé, dostupné, levné a mají obrovský výběr materiálu a barev. Fungování je stejné jako u předchozí tiskárny. Máme zde platformu, na které je model stavěn. Materiál, nejčastěji ABS, PLA, Nylon, je dodáván navinutý v zásobníku. Z něho je odvíjen do tiskové hlavy, kde je pod teplotou nataven a skrz trysku dále vytlačován ve formě slabého vlákna. Tisková hlava pohybem v ose X a Y toto vlákno vrství a tím vzniká požadovaný výrobek. Platforma se o vrstvy posunuje dolu a nahoru podle potřeby. Lze při jedné stavbě kombinovat více materiálů i barev, dle typu stroje.
DLP – Direct Layer ProjectionTechnologie DLP tisku je samostatná kategorie. Fungování toho stroje je jiné než u předchozích strojů. Materiálem je fotopolymer v nádobě. Platforma se zde ale pohybuje nahoru. Co činí tuto technologii jedinečnou, je způsob vytvrzování. Základem je zdroj UV světla. To svítí na čip DMD, který lze najít v každém projektoru. Tento čip má na sobě spoustu mikroskopických zrcátek. Každé zrcátko představuje obvykle jeden pixel. Software rozdělí vrstvu na pixely a podle toho nastaví zrcátka na čipu. Ty pak v potřebných místech odrazí UV světlo na čočku, která je zaostřena na hladinu fotopolymeru. Osvitem vrstvy dojde k vytvrzení kapaliny, a tedy vrstvy. Platforma se posune nahoru a osvítí se další vrstva. Velikou výhodou je kontinuální a velice rychlá stavba díky tomu, že dojde k osvitu celé vrstvy v jednom okamžiku. Současnou nevýhodou je malý rozměr stavebního prostoru. Jelikož je rozlišení čipu pevně dané, je pro větší prostor potřeba oddálit hladinu od čipu a tím se jemnost stavby snižuje. Je to stejné, jako když se podíváte na promítaný obraz z projektoru. Čím dále bude projektor od plochy, na kterou je obraz promítán, tím hrubší bude, tím víc uvidíte jednotlivé pixely.
SLS – Selective Laser SinteringTato aditivní metoda používá jako materiál prášek, který je ve vrstvě nanesen na platformu. Stroj materiál předehřeje na teplotu blízkou bodu tání, aby byl výkon laseru co nejvíce soustředěný jen na sintrování (spékání) vrstvy, kterou kopíruje stejně jako u SLA. Poté platforma klesne a celý proces se opakuje. Velikou výhodou oproti ostatním technologiím je absence podpor, jelikož výrobek je neustále obklopen zbylým, nesintrovaným práškem. Prášky mohou být kovové, keramické, skleněné a další. Výsledné díly jsou velice pevné a kvalitní. Tyto technologie jsou pouze hlavní nejvíce používané. Jelikož se vývojem zabývá stále více firem, je každým rokem spousta nových možností. Bohužel se tím i objevuje velké množství různých názvů, které ve finále zahrnují stejnou technologii. Základem je vždy princip fungování stroje a použitelné materiály. OdléváníK aditivní kategorii Rapid Prototypingu patří ještě více známé odlévání. Aditivní stroje se hodí pro tisk kusových či malosériových řad. Chceme-li ale vytvořit větší série výrobků, je zde možnost odlévání polyuretanových materiálů do forem z pružného silikonu. Základem je matečný model, který má takový povrch a tvar, jaký požadujeme po finálním výrobku. Tento model zalijeme pružnou silikonovou hmotou, která během několika hodin vytuhne. Forma se rozřízne na potřebný počet částí (2 a více) a do ní se ve vakuové komoře nalije PU materiál. Po vypečení z formy vyndáme hotový odlitek, který potřebuje jen minimální dokončení, jako např. začištění dělící roviny. Touto cestou lze vytvořit malé i větší série funkčních dílů z materiálů vlastnostmi a vzhledem věrně napodobující např. ABS, pružné a gumové materiály, pevnostní materiály, a dokonce průhledné a barevné materiály. Lze také materiály kombinovat a realizovat vícekomponentní odlitky. Vzhledem k pružnosti formy jsou zde nesrovnatelně větší možnosti složitosti dílů než u pevných forem.
Od strojírenského po potravinářský a zábavní průmyslJmenované technologie Rapid Prototypingu již mají své důležité místo ve všech odvětvích. Ať už je to vývoj v automobilovém, elektrotechnickém a sanitářském průmyslu, pomoc při léčbě a operacích ve zdravotnictví, realizování nápadů ve filmařském průmyslu, tak i v umění a potravinářském průmyslu. Zejména 3D tisk a jeho varianty se ve světě stále více rozšiřují. Existují domy postavené celé touto technologií, vyvíjí se nové stroje a stávající se zrychlují. Většímu zájmu se těší i v sériových výrobách, kde nasazení Rapid Prototyping technologií šetří časy a náklady. V následujících letech by se tyto technologie měly zdokonalovat a zároveň stát cenově přístupnějšími pro všechny. Firma 3D Tech má dlouholetou praxi v této oblasti a disponuje všemi technologiemi Rapid Prototypingu. Autor je obchodní zástupce společnosti 3D Tech, spol. s r. o.
Mohlo by vás zajímat:
|
 V dnešní době je kladen veliký důraz na snižování nákladů a zkracování výrobních časů. Při vývoji nového výrobku či zařízení se ve většině případů začíná s prototypem. Od prototypu očekáváte, že bude co nejvěrněji simulovat výsledný produkt. Jelikož vývoj produktu je časově velice náročná záležitost, je nutností, aby prototyp byl vyroben v co nejkratším čase při zachování požadované kvality. V tomto ohledu se čím dál tím více využívá technologií Rapid Prototyping – rychlé výroby prototypů.
V dnešní době je kladen veliký důraz na snižování nákladů a zkracování výrobních časů. Při vývoji nového výrobku či zařízení se ve většině případů začíná s prototypem. Od prototypu očekáváte, že bude co nejvěrněji simulovat výsledný produkt. Jelikož vývoj produktu je časově velice náročná záležitost, je nutností, aby prototyp byl vyroben v co nejkratším čase při zachování požadované kvality. V tomto ohledu se čím dál tím více využívá technologií Rapid Prototyping – rychlé výroby prototypů.