| Google překladač: |

|

|

Partneři Projektu CAD





| Po | Út | St | Čt | Pá | So | Ne |
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | ||||
| 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 |
| 18 | 19 | 20 | 21 | 22 | 23 | 24 |
| 25 | 26 | 27 | 28 | 29 | 30 | 31 |
- 04.05. AutoCAD a AutoCAD LT – základní kurz
- 04.05. AutoCAD a AutoCAD LT – základní kurz
- 05.05. Kurz: Analýza a konstrukce rozměrových řetězců
- 05.05. AutoCAD 2013 - základní kurz
- 05.05. Webinář: Explicit Dynamics for the Defense Industry
- 06.05. Školení pro metrology - Minimalizace chyb v metrologii
- 07.05. Autodesk Inventor – kurz iLogic
- 07.05. Trimble SketchUp – prezentace návrhů
- 11.05. Autodesk Inventor – základní kurz
- 11.05. AutoCAD Electrical – základní kurz
Aktuality
- GrindingHub 2026 ve Stuttgartu je plně obsazen
- Konference COMSOL – 10. ročník
- Buďte chytří díky inteligentnímu navrhování elektrotechniky
- Testování humanoidních robotů v průmyslovém provozu
- Siemens přináší AI do reálného světa nástrojem Eigen Engineering Agent
- Elektrotechnické projektování v průmyslu od LeadSoftu
- Simulace tolerancí jako nástroj pro řízení variability ve výrobě
- ENGYS uvádí na trh ELEMENTS verze 4.5.0

Zvony a zvonky Petra Rudolfa Manouška |
| Autor článku: Karel Heinige | |
| Úterý, 05 Únor 2013 00:00 | |
|
„O oboru CAD/CAM nemohu říct, že bych ho znal, jen jsem se k němu přiblížil díky kontaktu s panem Malým. Ale zvonařství znám, to si snad mohu dovolit říct. Začal jsem v něm pracovat ještě s tátou, kdy on zakládal svoji třetí zvonárnu ve Zbraslavi v roce 1967 a od té doby se ve zvonařství pohybuji a vzhledem k tátově pomoci jsem firmu převzal daleko dřív, než jsem měl v plánu. Nikdy jsem netušil, že se dostanu do spojení zvonařství a CAD navrhování pomocí softwaru. Takže si dovolím přiblížit to, co jsme s panem Malým zkoušeli." Nejprve trochu pohled do historieZvonařství jako takové je obor velmi starý. Jeho počátky se udávají do počátků křesťanství s tím, že na počátku to nebyly zvony v podobě, jak je známe dnes. Starobylá pověst udává, že jistý mnich Kampanus, který při procházce lesem viděl květinu ve tvaru zvonu, při tom přišel na myšlenku použít a vyrobit tento předmět. V té době ovšem lidé ještě zdaleka netušili, že tento předmět bude vydávat jakýsi zvuk. Zvony dnešního typu, tvarově přibližně stejné, můžeme datovat zhruba do 10. století. Současně v té době už jsou patrné výsledky snah ovlivnit záměrně tón těchto zvonů. U nás je nejstarší zvon z roku 1263 v Chebském muzeu. Přestože je puklý, lze na něm dohledat původní ladění. To ladění je pozoruhodně přesné a stejně je tak tomu u dalších zvonů. V té době výroba zvonů teprve precizovala technologii výroby a lidé zjišťovali, jak tón zvonu ovlivnit. Nicméně výsledky už tehdy byly dobré a technologie, kterou tehdy vyvinuli, se používá prakticky bez zásadních změn dodnes. Nenajdeme asi jiný obor lidské činnosti, u něhož by byla zachována tato kontinuita, kdy princip výroby nějakého předmětu nejenže trvá 1000 let, ale hlavně se vyrábí prakticky stejným způsobem.
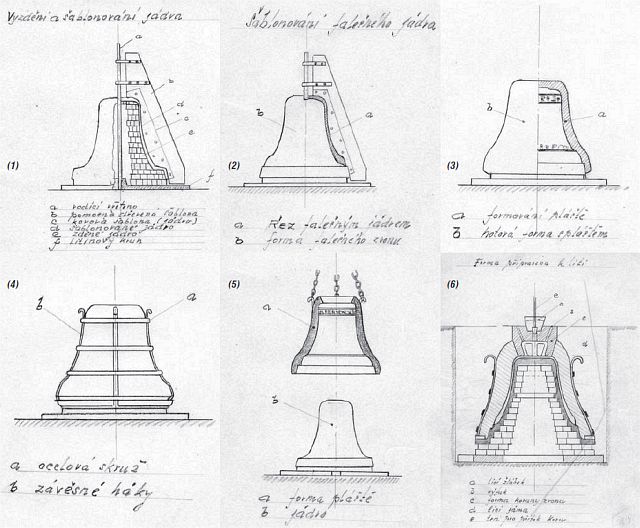
Stavba formyKdyž se podíváme na první obrázky (1 - 6), nahoře vlevo vidíte první fázi stavby formy. Tomu předchází konstrukce zvonového profilu. Na dalším obrázku (2) je ukázka řezu zvonem, kterému se říká zvonové žebro. Je to pro tvarovou příbuznost s žeberní kostí. V tomto profilu je skryt budoucí tón zvonu. Zvon je vypočítán na rýsovacím prkně a ví se velmi přesně, jak bude znít už dávno předtím, než vznikne. Výsledkem výpočtu je tento profil, kresba, podle níž se pak vytvářejí dvě šablony. Jedna je na vnitřní tvar zvonu, druhá na vnější, což je vidět na obrázcích (1) a (2). Podle šablony na vnitřní tvar zvonu se staví tzv. jádro, což je, dalo by se říci, obdoba komínu. Je to jádro vyzděné z cihel, uvnitř duté, tam prochází hřídel, na niž je upnuta šablona, a pod celou formou se topí. Je tam vybudována sušicí pec, protože tehdy neměli možnost transportovat celou formu, takže se forma vysoušela přímo na místě, kde se vytvářela. Další obrázek (3) zobrazuje okamžik, kdy už je vytvořeno jádro, přesný tvar podle jádrové šablony. Docílí se nanášením vrstev hlíny na zděné cihlové jádro. Postupným vypalováním je docíleno přesného tvaru. Další fází je obrázek (2), kde už vidíte, že uvnitř ve formě je tzv. falešný zvon. Falešný se mu říká proto, že je vytvořen z hlíny, ale jinak má sílu budoucího kovu. Vytváří se podle vnější šablony a prostor mezi jádrem a vnějškem se vyplní hlínou, stejným způsobem jako u jádra, to znamená nejprve nahrubo, posléze několika nánosy hlíny, kdy se vrstvy postupně vypalují, až se docílí přesného vnějšího tvaru.
V tomto okamžiku už musí být připravena výtvarná výzdoba na zvon. Veškeré nápisy, ornamenty a znaky. Vše, co bude zvon zdobit, musí sochař předem připravit, vymodelovat a získat pozitiv všech těchto prvků ve vosku. Dříve se používal včelí vosk, dnes máme vosky syntetické, nicméně technologie ztraceného vosku, neboli také přesného lití, se používá stále. Všechny tyto prvky se rozmístí na hliněný zvon a celá forma, voskový zvon i s jádrem uvnitř se zabalí do další vrstvy hlíny, což ukazuje obrázek (3). Forma po samovolném vyschnutí se vypálí. Vypálením vyhoří uvnitř vosk a z poslední vrstvy vznikne skořepina, neboli plášť. Na plášti jsou vidět pásy, což jsou kovové pásy sloužící k uchopení skořepiny. Ta se potom nadzvedne, jak je vidět na dalším obrázku (4). Hliněný falešný zvon zevnitř se odstraní, zůstane nám opět jádro. Složením pláště na jádro vznikne dutina pro nalití kovu. Forma je centrována kónusem, který je ve spodní části, aby těleso bylo naprosto symetrické. Potom už je možné celou formu spustit do licí jámy, zadusat pískem a natavit zvonovinu k odlití. Na posledním obrázku vpravo dole (6) je celá ta forma složená. Je zapuštěna v zemi a zadusání slouží k zesílení pláště, protože roztavená zvonovina má obrovskou sílu a velkou zabíhavost, takže je schopna z formy vytéci i vlasovou trhlinkou.
Zvuk zvonuNa přesnosti velmi záleží, protože zvonový profil je, jak už bylo řečeno, předem vypočítán na určitý tón. Jakákoliv rozměrová odchylka zvonového profilu má za následek změnu akustického obrazce. Ve zvonu slyšíte nikoliv jen základní tón, ale celé spektrum tónů. U zvonů středně velikých se ozývají dohromady až tři oktávy. U zvonů větších, jako je například svatovítský zvon Zikmund, který váží 13 tun a má 2,5 metru spodní průměr, dosahuje akustický obrazec až pěti oktáv. Všechny tyto tóny musí být v určitém harmonickém pořadu. To znamená, že pokud je požadována mollová tercie, musí to být skutečně mollová tercie a nikoliv o nějakou odchylku výše nebo níže. Celé spektrum je přesně navržené a přesně vyladěné. Pokud se to nezdaří, tak zvon při menších odchylkách nepůsobí akusticky příjemně, při větších odchylkách je falešný tón znát. V tom spočívá záludnost zvonařského oboru. Pokud je odlitek prvotřídní z hlediska kovoliteckého a nezní na tónu, jak by měl, je stejně odsouzen k rozbití a zničení. Dalším problémem je, že pokud k chybě dojde na samém počátku při výpočtu zvonového profilu, tak není možnost zpětné kontroly v průběhu pracovního postupu celé technologie, takže výsledek se vždy dozvíme, až je celá práce hotová, a potom už s ní nejde nic dělat. Z této zkušenosti pramení přísloví, které vzniklo v Anglii, dodnes se tam používá: „Byl překvapen jako zvonař." Rozdíl je v tom, že dnes už ani lidé nevědí, z čeho to pochází. Je to skutečně proto, že veškerou péči, kterou věnujete výrobě zvonu, můžete ověřit až na samém konci. Pokud je zvon v pořádku, což se zjistí až vykopáním formy po odlití, odstranění všech vrstev hlíny, zavěšením a úderem a porovnáním tónu s velmi přesnou ladičkou. Celý tento proces tak trochu vysvětluje mystiku oboru. My sice víme, že v 10., 11. století neměli ani počítače, ani elektřinu, ani mechanizaci, dokonce ani logaritmická pravítka, ale současně také víme, že dokázali zvonový profil vypočítat s vysokou přesností.
„Kvalitu práce starých zvonařských mistrů si ověřuji dnes a denně při restaurování zvonů, když opravujeme staré zvony. Jeden z posledních byl z roku 1419, který byl puklý a svařovali jsme ho. Při tom se provádí i analýza kovu a rozbor akustického obrazce. A zvon z roku 1419 by naprosto bez problémů vyhověl dnešním velmi přísným kampanologickým normám v Německu. Tyto normy uvádějí povolené odchylky všech alikvotních tónů v celém spektru. Docílitelná maximální přesnost, s níž lze zvon odlít, je 1/16 tónu. To znamená, že vzdálenost dvou kláves na klavíru rozdělíme na 16 dílů a s přesností jednoho tohoto dílu lze profil spočítat a odlít. Dokonce i této normě by ten vimperský zvon vyhověl." Dlouhé výrobní lhůtyPopsaná teorie má poměrně dlouhou technologickou lhůtu. Pracuje se s přírodními hlínami a písky, které jsou pojeny vodou. Formy je nutno sušit, vypalovat, což je poměrně náročné. Pokud se tento proces urychluje, dochází k praskání forem. Popsaný výrobní cyklus představuje dobu minimálně 8 až 10 týdnů. A to je pro dnešního zákazníka doslova a do písmene často doba nestravitelná. Ale klasickou technologií nelze zvon vyrobit rychleji. Proto se postupně začaly hledat jiné cesty, s vědomím, že vlastní technologický postup nelze měnit. Můžeme hledat cesty jen pomocí formovacích směsí. Zvonárny v západní Evropě místo jílových směsí a místo písků používají samotuhnoucí formovací směsi, které nevyžadují sušení ani vypalování. Technologie se díky těmto krokům podařila zkrátit zhruba na polovinu. Ale stále tady zůstává doba potřebná k vytvoření zvonu, kterou nelze zkrátit zhruba pod 3 až 4 týdny. Do jisté míry je to dáno i tím, že je zde nezbytný podíl ruční práce, který nelze nějakým způsobem eliminovat. Výtvarná výzdoba a digitální technologieVelmi často jde o výtvarnou stránku, protože každý zákazník má svoji vlastní představu o tom, jak zvon pro něho vytvořený má vypadat, a obvykle si nadiktuje, co na tom zvonu má být. Tím už se otevírá pole pro využití CA.. nástrojů, protože místo pracného ručního modelování, ať už písmen, ornamentů nebo znaků, můžeme použít software k tomu, abychom získali znak města, symbol, emblém a podobné prvky, které na zvonu jsou.
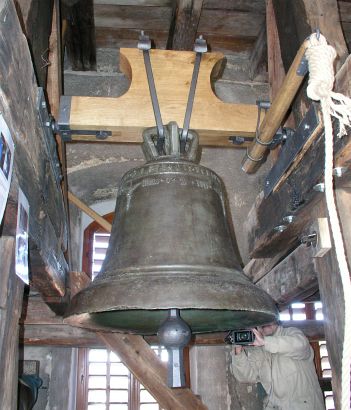
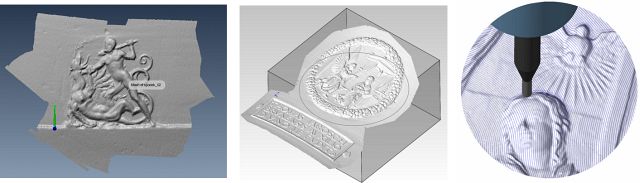
Využití digitálního modelu a softwaru a předchozího skenování celé výtvarné výzdoby bylo v podstatě jedinou cestou k tomu, jak vytvořit kvalitní odlitek, na který pak naváže klasická technologie. Ze získaného pozitivu, který je vytvořen tímto způsobem, je potřeba odlít formu a posléze získat pozitiv z vosku a stejným způsobem, jak už bylo popsáno, vytvořit miniaturu zvonu klasickou technologií a využít voskové prvky pro jeho výzdobu. Nicméně to je cesta schůdná a to, co bylo dříve neřešitelné, zde otevírá široké možnosti pro využití. Dříve se tyto věci řešily zjednodušením výtvarné výzdoby, eventuálně rytinou. Představíte-li si ovšem v porovnání se zvonovým žebrem rytinu do tělesa zvonu v místě, kde síla zvonové stěny dosahuje 3–4 milimetrů, musela by být rytina do hloubky pouhých několika mikronů, což je zase na úkor čitelnosti. Větší narušení zvonové stěny se odrazí na mechanické pevnosti, ale hlavně v akustice zvonu, protože některé z alikvotních tónů takovým zásahem doslova zmizí. To jsou všechno věci, které musí sochař nebo ten, co řeší výtvarnou výzdobu zvonu, respektovat. Na obrázcích (10) a (11) vidíme již naskenované reliéfy. Uprostřed je kruhový reliéf, vidíte, že i v tomto zmenšení je výrazná modelace, úplně vpravo je detail hlavy, ta hlava je na originálu velká asi 3 centimetry. „Při skenování Zikmunda je nahoře reliéf »vraždění neviňátek«, kde Herodes byl 9 mm velký. Když se pro tuzemskou kancelář z toho dělal vzorek, tak jim šlo o to, aby byla pokud možno zachovaná i Herodesova tvář. Takže ve zmenšení jsme hrubovali vzorek nástrojem 0,9 a finišovali nástrojem 0,2. Výsledek byl úžasný, dopadlo to velmi pěkně," dodal Josef Malý. Možnosti CAx technologií přesahují možnosti odlití, protože zvony není možné lít tlakovým litím, stále to zůstává na atmosférickém lití, metodou ztraceného vosku, a to samozřejmě má svoje limity. Přesnost, kterou CAx technologie nabízí, nemůžeme tedy při odlití využít. Opravy neodborných zásahůNa dalších dvou obrázcích (8) a (9) vidíte již zmíněný zvon z Vimperka z roku 1419 a prostřední fotografie zachycuje stav před restaurováním, ta vpravo po provedené opravě. I laikovi je asi jasné, že na středním obrázku se zvonem není cosi v pořádku. Vystřídalo se zde několik neodborných firem, které provedly zásahy naprosto nepatřičné, ať už šlo o zavěšení na ocelovou traverzu, která se navíc na pravé straně zvonu dotýká, až po instalaci nevhodného zvonícího stroje, který vlastně měl přímý vliv na rozbití zvonu. Zvonicí stroje jsou kapitolou samou pro sebe, protože mnoho tzv. levných konstrukcí se samozřejmě velmi rychle definitivně podepíše na tom, že se zvon rozbije. Je to způsobeno tím, že tam chybí jakákoliv kontrola nad pohybem zvonu, kterou má zvoník zvonící se zvonem ručně. A nekvalitní zvonicí stroj si se zvonem doslova a do písmene dělá se zvonem, co chce. A pokud se to týká zvonu starého, kde už se projevuje určitá únava materiálu, tak dříve či později dojde neodvratně k puknutí. Svařování puklých zvonů provádí Manouškova rodina v podstatě už více než sto let. Původní technologie sice byla vyvinuta kdysi ve středověku, ovšem to byla technologie svařování slévárenského, což zjednodušeně řečeno spočívá v prolévání trhliny roztaveným kovem tak dlouho, až dojde ke spojení materiálu. Dnes se používá svařování plamenem nebo elektrickým obloukem, což je také náročné, především kvůli tomu, že zvon je potřeba ohřát zhruba na 500 stupňů. Nicméně výsledky jsou velmi dobré a dá se říct, že dnes se dá svařit puklý zvon, který je rozbitý doslova na kusy. Dokonce i za předpokladu, že část zvonu chybí, může se rekonstruovat, doplnit, svařit dohromady a znovu se mu vrátí původní zvuk, jaký měl před puknutím. Na obrázku (9) je už zvon po svaření, po obnově. Jemu se také kromě svaření trhliny opravoval vytlučený zvonový věnec, což vzniká tím, jak srdce tluče stále na stejné místo. Dochází k zeslabování zvonového věnce. Pokud by tomuto zvonu člověk neublížil tím svým neodborným zásahem, zřejmě by ještě měl svou původní dřevěnou zvonovou hlavici a zřejmě by zvonil v původním stylu zavěšení. Takže stav vpravo zachycuje zvon včetně nového kovaného srdce a dřevěné hlavice, která je replikou původního závěsu. Jediným novým dnes používaným prvkem jsou čepy ve valivých ložiscích, které umožňují snadný výkyv zvonu a nevyžadují prakticky žádnou údržbu po dobu životnosti. Srdce je výkovek z měkkého železa, což je také podmínkou.
„Velmi často se setkávám s tím, že lidé zaměňují železo s ocelí. A domnívají se, že ocel třídy 11 nebo 12 je vlastně také železo, a vyrobí z toho neodborně srdce. A to se opět podepíše na puknutí zvonu." Jakákoliv ocel je skutečně tvrdší než měkké kujné plátkové železo, kováři také nazývané bahno nebo bláto. To je jediný optimální materiál pro výrobu srdce ke zvonu. Z několika důvodů. Neohrožuje zvon puknutím, zvonovina sama o sobě má tvrdost asi 180 Brinella, nicméně stálými údery tvrdého kovu dochází k opotřebení, protože tento materiál je sice tvrdý, ale také zároveň křehký. Proto musí být srdce z měkkého materiálu a musí se tvarovat podle zvonu. Dalším důvodem je, že plátkové železo nemá vlastní rezonanci, nerozezní se po úderu, na rozdíl od jakékoliv oceli. Těleso vyrobené z 11. třídy oceli má určitou vlastní rezonanci, která působí velmi rušivě při zvuku zvonu, takže dochází ke kmitočtům, které zpětně vybudí rezonanční kmitočty a zvon má tendenci začít řinčet. Ale to jsou všechno vlivy, které se projevují na zvonech opravovaných neodborníky, a většinou se na nich podepisují. Bohužel nepadá na úrodnou půdu vysvětlování těchto skutečností, takže práce se svařováním puklých zvonů bude ještě stále dost. Manouškova pražská zvonohraZávěr prezentace patřil mobilní zvonohře, která byla zpracována do podoby digitálního modelu v systému SolidWorks. Zpracování bylo provedeno pouze z fotografií a z materiálů, které mohl Petr R. Manoušek poskytnout, protože v dané době byla zvonohra fyzicky v zahraničí. Lidé, kteří model vytvářeli, se nemohli zvonohry ani dotknout. Celý nástroj je velký tak, jak ho vidíte na obrázku (13). Váží 22 tun, je deset metrů dlouhý, takže těžko lze počítat s prezentací in natura na přednáškách. Digitální model umožňuje předvést především princip, jak nástroj funguje, a dát lidem i představu o tom, z jakých součástí a jakého množství součástí je sestaven. Výrobě nástroje nepředcházela podobná studie, byl vytvářen ze zkušeností, které byly v minulosti. Na světě existuje pět mobilních zvonoher a žádná není podobná té druhé vyjma velikosti. Tato je druhou největší na světě a ta, která je ještě větší, je tak veliká, že nemůže přijet nikam jinam vyjma sportovních stadiónů nebo velkých náměstí. Takže zde se situace tvůrcům tak trochu vymkla z rukou, je to možná i proto, že měli poněkud velikášské představy. S přihlédnutím k této skutečnosti byla stavěna tato mobilní zvonohra. Je to nástroj, který má 57 zvonů, nejtěžší zvon váží 860 kilogramů a celková váha je zmíněných téměř 22 tun. Má statut koncertní zvonohry, to znamená, že tam nejsou jakákoliv hudební omezení a může na ní prakticky jakýkoliv profesionální hráč hrát cokoliv a možnosti jsou dány jenom jeho schopnostmi, tím, co umí. Ladění nástrojePokud se týká ladění tohoto nástroje, jsou zde nároky na ladění podstatně vyšší než jedna šestnáctina tónu. Požadavky na zvony do zvonohry jsou zvýšené až na 1/100 tónu. Pokud by tam byla větší odchylka, není ten zvon akceptován do souhry. A to je samozřejmě dáno také tím, že tam jsou velmi striktní intervaly jednoho půltónu mezi zvony. Ladění je prakticky stejné jako na jiných hudebních nástrojích, to znamená chromaticky od nejnižšího tónu až po nejvyšší. Ladění na 1/100 tónu je dáno jedině tím, že zvon se odlije s maximální dosažitelnou přesností na 1/16 a dosažení přesnosti alikvotních tónů se provádí na vertikálním karuselu obráběním vnitřní strany zvonu. Jde o obrábění ve velmi malých hodnotách, protože nelze počítat s nějakým vysoustružením z boku (zvon nelze vysoustružit z masivní hmoty). Je to dáno hlavně tím, že je zde spektrum tónů, nikoliv jen základní tón, a obráběním v určitém místě plochy docílíme toho, že některý z těch tónů se pohne žádoucím směrem, dejme tomu dolů, ale další tři tóny se pohnou směrem opačným. Pokud se zvon ve svém spektru tímto způsobem rozladí, nelze ho už znovu zachránit a musí se odlít znovu.
Při lití je už počítáno s určitým přídavkem na obrábění, ale vždy s tím, že obráběním je možno docílit jen minimální posun a jedná se skutečně o zlomky a setiny tónu. Srdce ve zvonech jsou také kována z měkkého železa. „Pouze moje zvonohra má srdce z měkkého železa, ostatní nástroje mají srdce ze slitin, litá většinou z mosazi. Z prostého důvodu. Je to levnější, je to méně pracné, ale i vlastníci nástrojů uznávají, že měkké železo je výhodnější." Je to trochu paradox jiných firem, protože jsou většinou vývojově dál, ale jsou pod velkým komerčním tlakem, takže každá koruna rozpočtu hraje roli. Přestože uznávají, že zvukově jde o kvalitnější řešení, velmi často se uchylují k nějakým náhražkovým řešením, která přibližně, uspokojivě poskytnou výsledek, ovšem s vědomím, že to není optimum. To se týká i mechanického řešení převodů. Večerní koncertVečer se účastníci konference měli možnost se zvonohrou seznámit naživo. Pan Manoušek skromně říká: „Jsem schopen na zvonohru zahrát, ale nejsem profesionální hráč, na rozdíl od lidí, kteří tento obor studují a získají diplom. Jejich hlavní profesí je hrát na zvonohry. To není můj obor, já jsem schopen ty zvony vyrobit a jsem schopen si na tom zahrát pro radost, takže vám to rád představím, ale prosím o shovívavost, protože nebudu schopen zahrát na přání, což umí profesionální muzikanti. Nicméně jsem vám stále k dispozici, pokud by vás cokoliv zajímalo." K překvapení přítomných se do hraní na zvonohru aktivně zapojil i můj novinářský kolega Pavel Marek z MM Spektra.
Mohlo by vás zajímat:
|
 Jak už jsem se zmínil v reportáži o letošním setkání uživatelů společnosti 3E Praha Engineering, byl významným hostem této akce Petr Rudolf Manoušek. A slíbil jsem, že o jeho vystoupení přineseme delší článek, který si právě nyní můžete přečíst. Jde o krácenou verzi přednášky, nezkrácenou najdete začátkem roku 2013 na webu CAD.cz. Ředitel společnosti 3E Praha Engineering Josef Malý se seznámil s P. R. Manouškem v roce 2002, kdy firma 3E byla hlavním sponzorem opravy třetího největšího zvonu v Čechách, zvonu Kryštof v Rychnově nad Kněžnou. Přitom oba zjistili, že může být oblast, ve které CAD/CAM systémy mohou najít uplatnění, ve zvonařství. Přitom si oba původně mysleli, že jde o dva naprosto oddělené světy.
Jak už jsem se zmínil v reportáži o letošním setkání uživatelů společnosti 3E Praha Engineering, byl významným hostem této akce Petr Rudolf Manoušek. A slíbil jsem, že o jeho vystoupení přineseme delší článek, který si právě nyní můžete přečíst. Jde o krácenou verzi přednášky, nezkrácenou najdete začátkem roku 2013 na webu CAD.cz. Ředitel společnosti 3E Praha Engineering Josef Malý se seznámil s P. R. Manouškem v roce 2002, kdy firma 3E byla hlavním sponzorem opravy třetího největšího zvonu v Čechách, zvonu Kryštof v Rychnově nad Kněžnou. Přitom oba zjistili, že může být oblast, ve které CAD/CAM systémy mohou najít uplatnění, ve zvonařství. Přitom si oba původně mysleli, že jde o dva naprosto oddělené světy.